世界机械制造工业是以切削、磨削与铸锻造三大加工工艺为主要支柱的。其中切削加工的应用比例最高,约占机械加工总劳动的30%~40%,金属切削液约占整个金属加工液总量的52%。近年来,金属切削加工技术发展迅速、日新月异,要求与之配套的切削液不断更新换代,以适应机床切削的要求。下面就由宜兴华青润滑材料科技有限公司(http://www.0510hq.cn)与大家一起从切削液的作用机理、研究现状和发展前景三个方面进行探讨、学习。
1 切削液的作用原理
切削液与一般润滑油使用状态不同,一般润滑油是处在反复移动的不变的摩擦面之间,尽管有时压力很大,但容易形成润滑膜。而切削液是时时接触切削所形成的新鲜表面,加工面连续发生弹性变形,因而刀具与被加工面间所承受的压力,要比一般摩擦状态大得多。另外,切削时除外摩擦热之外,还有刀具与切入金属内部分子的内摩擦热(剪切面应力变化产生的热),因此切削区可达到600~800℃的高温,这就要求切削液除有良好的润滑性能外,必须具有良好的冷却性能。由于在切削加工时产生大量碎屑和磨粉,会影响刀具和磨料的性能,因此切削液还需要有良好的清洗和排屑作用。此外,为了使工件在加工和短暂的工序间不生锈,以及与切削液接触的机床和刀具不生锈,要求切削液具有良好的防锈作用。
1.1 润滑机理
金属切削加工,多数属边界摩擦。在切削高温高压条件下,切削液中的某些添加剂与刀具和工件发生物理吸附和化学吸附或发生化学反应,形成低剪切强度的润滑膜。切削液是通过渗透、润湿,建立润滑膜,改善摩擦状态来实现润滑的。
1.2 冷却机理
切削液的冷却作用是将产生的切削热迅速地从切削区带走,以降低刀具的最高温度,延长其耐用度;减少工件的热变形,减少其产生的热应力,从而提高加工精度。其冷却机理是通过渗入切削摩擦和变形区(热源)的切削液来实现散热冷却的。切削液的冷却作用取决于它本身的导热性能、对金属表面的润滑性和供液方式。
1.3 清洗排屑机理
切削中加入的某些表面活性剂,对工件表面的油污润湿、渗透、乳化和分散,降低油污在金属表面上的附着能力,并借助切削液的流速和压力将碎屑、磨粉和油污等冲走。114 防锈机理 切削液中的防锈添加剂,通过吸附在机床和工件表面形成保护膜隔绝外界环境,或通过增强切削液的碱性(在使用时切削液的pH值应保持在8~10之间,通常用碳酸钠或三乙醇胺调节切削液的pH值),避免产生腐蚀反应,达到防锈目的。
2 切削液的研究现状
目前国内使用的切削液主要是油基型切削液,其中含有硫、磷、氯等极压抗磨添加剂。以前考虑了用动、植物油或两者的混合油再加入润滑剂,但由于动植物油容易腐败变质,粘附在金属表面不易清洗,目前应用越来越少。当前国外有人采用被称为惰性极压剂(PEP)的油溶性磺酸盐作为油基型金属切削液的添加剂。总的来说,油基型切削液的润滑性好,但其存在发烟、产生有毒气体、冷却性差和消耗较多等缺点。
1999年作者对安阳钢铁公司进行了考察,发现该公司引进的最新设备(从德国引进)都用了水溶性切削液。目前,国内切削液研究人员都在研究一种既 有优异润滑性,又能符合国家标准,通过生物降解对环境无公害的金属切削液。
3 切削液的发展趋势
从切削液的作用机理和研究现状,大致可以看出其发展趋势,主要有以下几个方面:
①将纳米材料加入油中,或对切削加工的金属纳米化处理、微金属渗透技术处理等手段,来提高金属切削液的性能;
②用微乳化方法对油基型切削液添加剂进行处理,提高切削液的环保性能,增强它的实用性;
③向水基型金属 切削液方向发展。
下面着重谈谈水基切削液的发展问题。
(1)金属切削液正逐步向水基方向发展,英国油基切削液的需求从1979年占60%降到1990年的42%,而水基切削液则从38%上升到58%,另外,为满足环保和健康法规的要求,水基切削液正向无氯、无酚、不含亚硝酸钠及使用寿命长,处理费用低的方向发展。
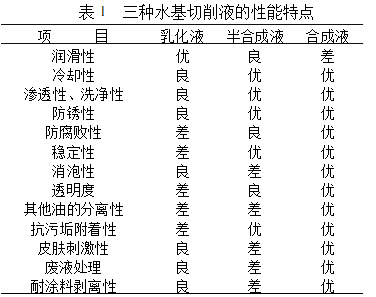
(2)水基切削液是将浓缩液用大量水稀释后使用,因而不会产生油烟和引发火灾。水的比热容大,热导率高,汽化热大,是非常优良的冷却剂,且成本低廉。另外,加工后的脱脂清洗也比较简单。和油基切削液相比,它的润滑性、防锈性稍差,且易受细菌影响,发生腐蚀,排放后处理费用大。近年来,随着润滑剂、防锈剂和抗锈剂和抗菌剂等研究的深入和排放后处理工艺技术的完善,水基切削液在越来越多的场合取代了油基切削液。水基切削液分为乳化液、半合成液和合成液三种,它们的性能特点见表1。
(3)水基合成切削液是由各种水溶性添加剂和水 组成,在其成分中完全不含矿物油。使用时用一定比例的水稀释后,形成透明或半透明的稀释液,具有极好的冷却和清洗作用、易过滤和循环使用、使用期 长、环境卫生好等优点。配制1000kg乳化油,需用600~800kg机械油,除了造成能源浪费外,还会污染环境。因此,采用水基合成切削液可以大量节约能源,并减少对环境的污染。根据水基合成切削液的性能和用途,大致可以分成以下四种类型:普通型、防锈型、极压型和综合型水基合成切削液。
从表1中可以看出在三种水基切削液中,除了润滑性较差外,合成液的性能优势是很明显的。制约水基合成切削液发展的重要因素就是如何提高其润滑性能,亦就是水溶性润滑添加剂的研究问题。无论是从经济性,还是环境保护的角度出发,发展水基合成切削液是一种必然趋势。随着国内外对水溶性润滑添加剂研究的逐步深入,合成液润滑性能的提高,必将使合成液有更大的发展和更广泛的应用前景。
相关阅读:
- 上一条: 提高线切割机床效率有哪几种方法?
- 下一条: 金属加工液(切削液)的基础知识与应用